Nepārtraukto transporta mehānismu automatizācijas shēmas
 Nepārtraukto transporta mehānismu automatizācijas mērķis ir palielināt to produktivitāti un uzticamību. Prasības šo mehānismu automatizācijas līmenim galvenokārt nosaka to veikto funkciju raksturs.
Nepārtraukto transporta mehānismu automatizācijas mērķis ir palielināt to produktivitāti un uzticamību. Prasības šo mehānismu automatizācijas līmenim galvenokārt nosaka to veikto funkciju raksturs.
Eskalatori, vairāku kajīšu pasažieru lifti un apļveida pasažieru trošu ceļi veic neatkarīgas funkcijas, tāpēc šo mehānismu automatizācija galvenokārt tiek samazināta līdz automatizētai elektriskās piedziņas iedarbināšanai un apstādināšanai ar paātrinājuma un pēkšņas kustības ierobežošanu un nepieciešamo aizsardzību un bloķēšanu. garantē pasažieru drošību. Jāņem vērā, ka iekārtām, kas pārvadā cilvēkus, ir nepieciešama personas klātbūtne, kas kontrolē iekārtas darbību. Tāpēc dažas vadības funkcijas var tikt piešķirtas operatoram, kas vienkāršo ķēdi un palielina tās darbības uzticamību.
Konveijeriem, kas veic daļu no funkcijām kopējā ražošanas tehnoloģiskajā procesā, automatizācija ir pakārtota šīs ražošanas kompleksās automatizācijas uzdevumiem. Tehnoloģiskajos kompleksos iekļautās konveijera iekārtas var būt sarežģītas liela garuma plūsmas transporta sistēmas. To vadīšana un mehānisko un elektrisko iekārtu veselības kontrole ir koncentrēta vadības telpā, kur dispečers ar gaismas dēļu, mnemonisko shēmu un skaņas signalizācijas palīdzību uzrauga konveijeru darbību. Ekspluatācijas nolūkos atsevišķu konveijera līniju remontam, kapitālajam remontam un regulēšanai papildus centralizētajai tiek nodrošināta arī lokālā vadība no konsoles, kas atrodas tieši piedziņas stacijas robežās.
Konveijera vadības ķēdes elementi, kas atrodas uz lokālā vadības paneļa, ir parādīti attēlā. 1. Ar centralizētu vadību no vadības telpas, pārnesumkārbas palaišanas kontaktora ieslēgšana un izslēgšana tiek veikta, izmantojot attiecīgi relejus RUV un OBO. Kad PR slēdzis ir pārvietots pozīcijā MU (vietējā vadība), piedziņas staciju var ieslēgt un izslēgt atsevišķi, izmantojot pogas «Ieslēgts». Un "Izslēgšana". PU slēdzis ļauj, atvienojot ierīci no tālvadības pults, izveidot savienojumu ar dispečeru biroju, izmantojot TF tālruni.
Vispārīgā gadījumā, atkarībā no tehnoloģiskā procesa rakstura, rūpniecības uzņēmuma konveijera līniju kompleksa automatizācijas sistēmai jādarbojas, ieslēdzot un izslēdzot dažādus konveijerus noteiktā secībā stingri saskaņā ar ražošanas procesu; nodrošināt nepieciešamo kravu pārvadāšanas ātrumu un, ja nepieciešams, saskaņot dažādu konveijeru ātruma vērtības, kā arī iekārtu tehnoloģisko un avārijas bloķēšanu.
Iekārtu darbības traucējumi var izraisīt visa tehnoloģiskā procesa traucējumus (konveijeri) vai apdraudēt cilvēku dzīvību (trošu līnijas, eskalatori). Tāpēc šo iekārtu automatizācijas shēmās tiek izmantots liels skaits drošības bloķētāju. Tipiskākie no tiem šo mehānismu darbības īpatnību dēļ veic šādas funkcijas:
1. Vilces elementa (siksnas, troses, ķēdes) labā stāvokļa uzraudzīšana un uzstādīšanas apturēšana vilces elementa pārmērīgas izstiepšanas, vāja spriedzes, vadotņu, novirzes trumuļu un rullīšu atdalīšanas gadījumā;
2. uzstādīšanas apturēšana, kad ātrums pārmērīgi palielinās;
3. instalācijas apturēšana ilgstošas palaišanas gadījumā,
4. kravas pārslodzes ierīču piltuvju aizsērēšanas novēršana;
5. nepieciešamās tehnoloģiskā kompleksa mehānismu iedarbināšanas un apturēšanas secības nodrošināšana.
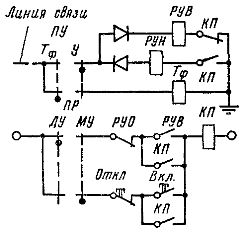
Rīsi. 1. Vadības ķēdes elementi konveijera iedarbināšanai un apturēšanai vietējā vadības panelī.
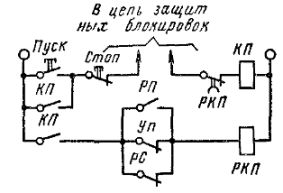
Rīsi. 2. Vadības bloka shēma konveijera palaišanai.
Pirmās divas aizsardzības nodrošina gala slēdži un ātruma relejs.Jāpatur prātā, ka piedziņas skriemeļa vai trumuļa troses vai siksnas iespējamās izslīdēšanas dēļ dzinēja apgriezieni vēl neraksturo vilces elementa ātrumu, tāpēc ātruma sensoriem jāfiksē vilces elementa kustība. . Lai to izdarītu, tie ir uzstādīti vai nu uz konveijera atbalsta veltņa (parasti uz tā reversās tukšgaitas zara), vai uz trošu ceļu pacelšanās veltņa.
Kā ātruma sensors plaši tiek izmantoti bezkontakta indukcijas sensori, kuros stacionārā statora tinumā rotējošs rotors - pastāvīgais magnēts rada ātrumam proporcionālu EML. Ja velkošais elements saplīst, ātruma relejs dod signālu elektriskās piedziņas izslēgšanai. Cilvēku pārvadāšanas mehānismos (piemēram, trošu vagonos) papildus ir iekļautas drošības ierīces, kas neļauj automašīnai paātrināties uz leju. Aizsardzība pret ātruma pārsniegšanu darbojas līdzīgi un tiek realizēta ar centrbēdzes tipa releju.
Lielo inerciālo masu un statisko slodžu dēļ konveijera palaišana aizņem ilgu laiku, un to pavada ievērojama dzinēju uzkaršana. Konveijera pārslodze, zems spriegums, daži mehānisko un elektrisko iekārtu darbības traucējumi var izraisīt papildu aizkavēšanos palaišanas procesā un līdz ar to nepieņemamu dzinēja temperatūras paaugstināšanos.
Turklāt lentes vai virvju konveijeru pārslodze var izraisīt vilces elementa slīdēšanu uz piedziņas elementa.Tajā pašā laikā pabeigtais dzinēja iedarbināšanas process nenodrošina konveijera darba ātrumu, un ilgstoša slīdēšana izraisa vilces elementa bojājumus, tāpēc visos gadījumos, kad konveijeris tiek iedarbināts nepārtraukti plānotajā laikā, ierīce ir jāizslēdz. Tas tiek darīts automātiski, izmantojot palaišanas vadības bloku (2. att.).
Pārnesumkārbas palaišanas kontaktorā ir iekļauta motora jaudas ķēde, kā arī RCP palaišanas vadības relejs, kura reakcijas laiks nedaudz pārsniedz parasto palaišanas laiku. Palaišanas procesa beigās RCP ķēde tiek pārtraukta ar pēdējā paātrinājuma Yn posma kontaktora kontaktoru, ja motora strāva ir samazinājusies līdz aprēķinātajai vērtībai un ir izslēgts pārslodzes relejs RP; vilces elements ir ieguvis darba ātrumu un ir atvēries datora ātruma releja atvērtais kontakts.
Kad RKP releja barošanas ķēde ir izslēgta, tas pārtrauc laika skaitīšanu un tā kontakts KP ķēdē paliek aizvērts. Nepārtrauktas palaišanas gadījumā RCP strāvas ķēde paliek ieslēgta caur RP kontaktu, kad motors ir pārslogots, vai caur datora kontaktu, kad piedziņas elements izslīd. Pēc RCP aizkaves laika beigām tas iedarbojas, aizver kontaktoru un palaišana tiek pārtraukta.
Lai izvairītos no pārkraušanas ierīču bloķēšanas daudzsekciju lentes konveijerā, ir nepieciešama noteikta tā motoru ieslēgšanas un izslēgšanas secība. Iedarbināšanas laikā konveijera sekcijas tiek ieslēgtas secīgi, sākot no izplūdes astes, pretējā secībā kravas plūsmas virzienam.Apstājoties, konveijera sekcijas tiek izslēgtas sekciju secībā kravas plūsmas virzienā, sākot no galvas iekraušanas sekcijas.
Motoru mainīga ieslēgšanās ļauj vienlaicīgi samazināt starta strāvas barošanas tīklā.Ieteicams veikt alternatīvu konveijera līniju iedarbināšanu atkarībā no vilces elementa ātruma. Tas nodrošina, ka katra nākamā sadaļa ieslēdzas pēc tam, kad iepriekšējā sasniedz darba ātruma līmeni. Konveijeru apturēšana, ja visas sekcijas ir pilnībā izkrautas, un pārkraušanas konteineru bloķēšana tiek veikta pēc laika principa. Šajā gadījumā vispirms tiek apturēta galvas sekcijas iekraušana, un laika aizkaves sekciju alternatīvai izslēgšanai atbilst ilgumam, kas nepieciešams katras sekcijas pilnīgai izkraušanai. Ja darbības laikā tiek pārtraukta viena no līnijām, tad visas līnijas, kas atrodas pirms slodzes plūsmas, ir jāatvieno pa vienai.
Shematiska vadības diagramma, kas nodrošina norādītās darbības trim konveijera līnijām, ir parādīta attēlā. 3. Konveijera palaišana tiek veikta no centrālā vadības paneļa caur universālo slēdzi UP, ja ir aizvērta RGP palaišanas gatavības releja aizsargķēde. Šajā gadījumā, kā izriet no diagrammas, vispirms tiek ieslēgts astes sekcijas KP3 motora palaišanas kontaktors. Otrās sekcijas motors iedarbināsies pēc tam, kad trešās sekcijas ātrums sasniegs darba vērtību un tiks aktivizēts ātruma relejs PC3.
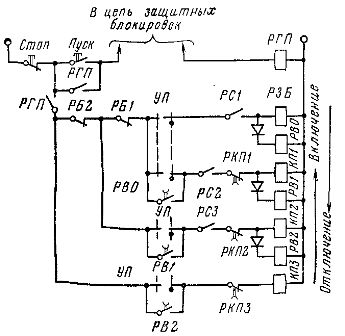
Rīsi. 3. Daudzsekciju lentes konveijera alternatīvā palaišanas vadības shēma.
Slodzes sekcijas motors iedarbināsies pēc otrās sekcijas sākuma beigām, kad ir aktivizēts ātruma relejs PC2 un KP1 ir ieslēgts. Visbeidzot ieslēdzas RZB iekraušanas piltuves relejs, dodot komandu ielādēt konveijeru.
Dzinēju izslēgšana ar UE palīdzību notiek apgrieztā secībā, bet tagad kā laika funkcija. Pirmkārt, RZB tiek izslēgts, pavēlot aizvērt iekraušanas piltuvi. Pēc tam pēc laika aizkaves releji PB0, PB1 un PB2 izslēdz KP1, KP2, KPZ un attiecīgos motorus.
Shēma nodrošina aizsardzību pret pārkraušanas konteineru bloķēšanu, kas ar kontaktu RB1 un RB2 palīdzību izslēdz transportēšanas sekcijas, kas ir pirms pārpildītās tvertnes, kā arī iekraušanas piltuvi.
Šai aizsardzībai uz tvertnē esošā elektroda tiek izmantots materiāla līmeņa sensors (4. att.). Kad transportētais materiāls ir saīsinājis elektrodu ar zemi, RB relejs, kas savienots ar EC sensora pastiprinātāja izeju, tiek aktivizēts. Sensora augstā jutība (līdz 30 mOhm) ļauj to izmantot gandrīz jebkuram transportējamam materiālam.
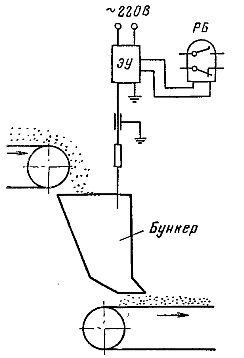
Rīsi. 4. Elektrodu sensors tvertnes slodzes līmenim.