Ražošanas līnijas projektā iekļautas elektriskās shēmas
Ražošanas līnijas sakārtošana sakņu un bumbuļu kultūru pārstrādei
Sakņu kultūru krājumi tiek glabāti iekraušanas tvertnē 1. Apstrādājot lopbarību tvertnes apakšējā daļā, atveriet vārstu un saknes ar gravitācijas spēku tiek padotas uz slīpā konveijera 2, kas tās ievada separatora akmenī 3, no plkst. ko tās dodas uz griezēju sakņu mazgāšanai 4. Sasmalcinātās saknes pēc tam tiek ievadītas barības ražotnes tvaika vannās 5 vai gaisa ceļa ratiņos 6 transportēšanai uz citu telpu.
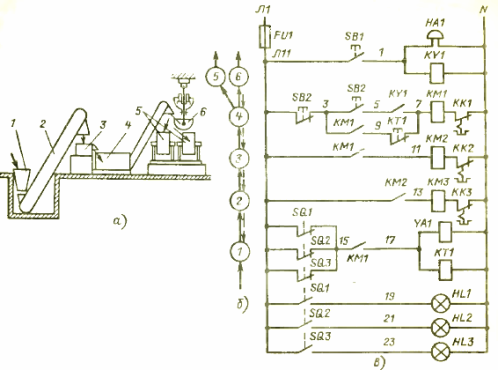
Rīsi. 1. Ražošanas līnija sakņu un bumbuļu kultūru pārstrādei
Šī līnija ir tipiska konveijera sistēma. Šādā sistēmā, lai nodrošinātu pareizu darbību, tiek nodrošināta mehānismu bloķēšana, t.i. noteiktu to sākuma un apturēšanas secību un, kā likums, bloķēšanu veic virzienā, kas ir pretējs procesa plūsmas virzienam.
Lai vadītu šādu līniju, tiek izmantota elektriskā vadības ķēde (elektriskā ķēde) (1. att., c).Tas parāda attiecīgo mehānismu palaišanas ierīces. Lai noteiktu diagrammas atbilstību tehnoloģiskajam procesam, pa kreisi no diagrammas ir parādīta tehnoloģiju diagramma un bloki (1. att., b).
Elektriskās ķēdes darbības princips
Piltuvei ir amortizatora aizvēršanas solenoīds YA1. Attiecīgi, lai vadītu mehānismus 2-4, vadības pogai SB2 ir paredzēti starteri KMZ-KM1. SB1 poga ir paredzēta, lai dotu starta signālu, brīdinājuma lampiņas HL1 -HL3 — lai signalizētu par 5. un 6. mehānismu darba stāvokļiem.
Lai iedarbinātu līniju, nospiediet pogu SB1, lai dotu pirmsstarta signālu, zvana HA1 zvans, tiek aktivizēts relejs KY1, aizverot tā kontaktu pirmā startera KM1 ķēdē palaišanai. Pēc tam, neatlaižot SB1 pogu, nospiediet pogu SB2, ieslēdzot starteri KM1, pēc tam starteri KM2 un KMZ tiek iedarbināti caur kontaktiem viens otram, tiek aktivizēts solenoīds YA1, atverot aizbīdni. Darbā iekļautas visas mašīnas, tiek apstrādātas sakņu un bumbuļu kultūras.
Līnijas darbība turpinās līdz tiek piepildītas tvaika pirtis 5 vai ratiņu korpuss 6. Par to attiecīgi signalizēs to gala slēdži SQ1 — SQ3. Viņu signāls atver elektromagnēta YA1 un laika releja KT1 barošanas ķēdi. Elektromagnēts atbrīvo tvertnes vārstu 1, un tas ar atgriešanās atsperes darbību bloķē sakņu kultūru plūsmu uz konveijeru 2 un tālāk.
Ķēdē uzstādītais laika relejs KT1 ir paredzēts līnijas modificēšanai, t.i.pēc tvertnes 1 izslēgšanas mašīnas kādu laiku turpina strādāt, kas nepieciešams mašīnu pilnīgai attīrīšanai no sakņu kultūru atliekām. Pēc šī laika relejs ar kontaktu izslēdz visus mehānismus. Manuālai bremzēšanai ķēdē ir kontakts pogas SB2 atvēršanai.
Ražošanas līnijas vienas līnijas barošanas shēma
Visērtāk ir visas vadības iekārtas koncentrēt vadības panelī. Šajā gadījumā mašīnu barošanas shēma ir parādīta attēlā. 2.
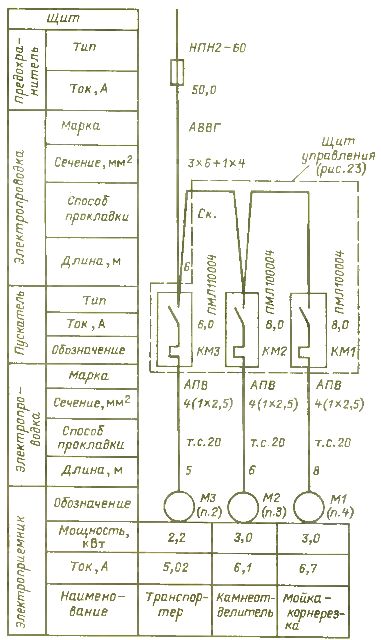
Rīsi. 2. Ražošanas līnijas vienas līnijas barošanas shēma
Drošinātājs ir uzstādīts barības veikala barošanas panelī. PML sērijas starteri bez aizsargpārsegiem ir uzstādīti panelī un ir aprīkoti ar elektriskās aizsardzības termoreleju RTL-1012 strāvai 8 A, ar regulēšanas diapazonu no 5,5 līdz 8 A. Specifiskā aizsardzības strāva tiek regulēta atbilstoši motora strāva.
Komplektācijā ietilpst starteris KM1 kontaktu pielikums PKL-2204, jo ķēdes darbībai ir nepieciešami trīs palīgkontakti un tai ir tikai viens aizvēršanas palīgkontakts.
Elektrisko piedziņu barošanas shēma, kā likums, ir norādīta vienas līnijas attēlā. Tajā redzamas jaudas pārslēgšanas ierīces, elektroinstalācijas un to novietošanas veidi.
Vadības paneļa shēma un elektroiekārtas shēma panelī
Tālāk tiek izveidots vadības pults, uz kura atrodas vadības iekārta, rasējums (3. att.). Uzstādīšanai tiek pieņemts šāds aprīkojums: signāllampas HL1-HL3 (AC-220), pogas SB1 (PKE122-1UZ), SB2 (PKE622-2UZ), relejs KY1 (RPU-2M, 2z), KT1 (VL-18-). 1), drošinātājs FU1 (PRS-6-P), strāvas ievade 6 A, spaiļu bloks XT (BZ-10).
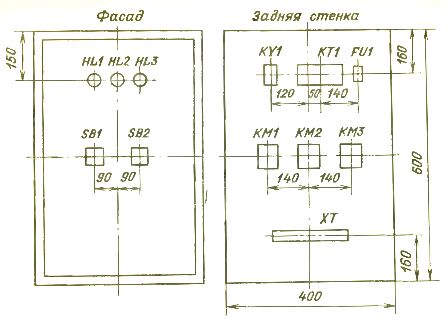
Rīsi. 3. Vadības pults kopskats ar elektroiekārtu izkārtojumu
Tālāk ir parādīts iespiedshēmas plates savienojumu rasējums (elektriskā shēma - 4. att.), uz kura uzzīmētas uzstādīto elektroiekārtu elektriskās shēmas, neievērojot mērogu, sērijas numurus (skaitītājā) un pozīciju apzīmējumus. saskaņā ar diagrammas principu (saucējā) ir novietoti virs katra attēla.
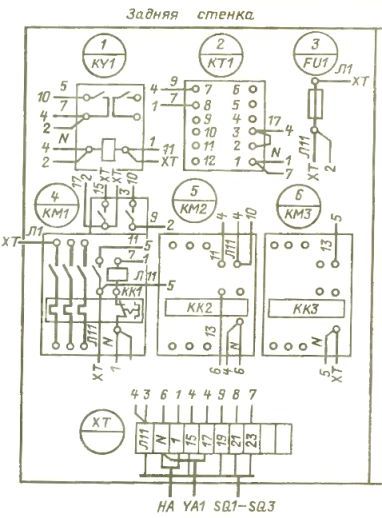
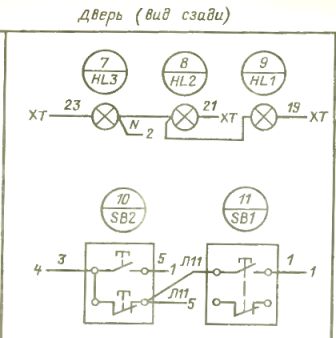
Rīsi. 4. Elektroiekārtu elektroinstalācijas shēma vadības panelī
Uzstādīšana tiek veikta vienā no veidiem, piemēram, ar pretējo adrešu metodi, kurā vadu segmenti ir attēloti uz atbilstošajiem iekārtas spailēm, uz kuriem saskaņā ar shematisku diagrammu ir uzrakstīts vada zīmols, un kad beigās norādīts ierīces numurs, uz kuru šis vads ir vērsts. Pretējā ierīcē tas pats vads ir atzīmēts ar iepriekšējās ierīces numuru.
Sadales paneļa un elektroiekārtu pieslēguma shēma
Tālāk tiek sastādīta pieslēguma plates un elektroiekārtu shēma (5. att.). 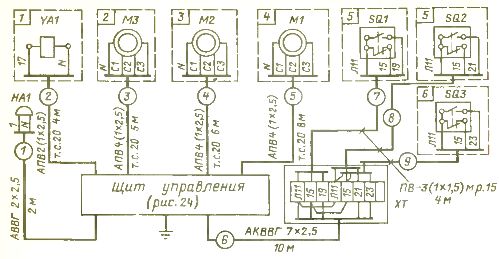
Rīsi. 5. Vadības paneļa un elektroiekārtu ārējā savienojuma shēma
Šādā shēmā, tāpat kā iepriekšējā piemērā, saskaņā ar shematisko shēmu ir parādītas nepieciešamās procesa iekārtas ar to elektroiekārtām un atbilstošo elektroinstalāciju. Jāņem vērā, ka ir pieļaujams diagrammā nevilkt elektromotoru vadus, jo tie ir pieejami vienas līnijas shēmā attēlā. 2.
Elektroiekārtu izvietojums uz ražošanas līnijas
Projekta gala rasējums ir elektroiekārtu izvietojums (6. att.).Tam tiek piemērots telpu un vienkāršoto tehnoloģisko iekārtu plāns, novietotas projektētās elektroiekārtas, un simbolos, pie kuriem izvietoti atsauces apzīmējumi saskaņā ar iepriekšējiem projekta rasējumiem, norādīti elektroinstalācijas maršruti un norādīti to nosacītie numuri. saskaņā ar savienojuma shēmu un vienas līnijas shēmu.
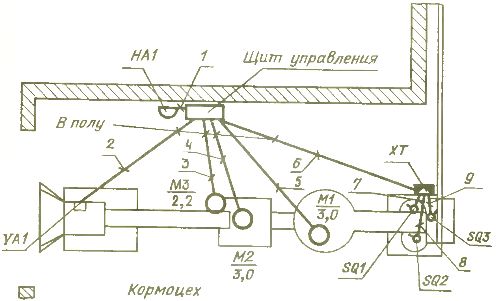
Rīsi. 6. Elektroiekārtu izvietojums
Šis un iepriekšējie rasējumi ir neaizstājami projekta praktiskai īstenošanai uz vietas.