Metālu indukcijas karsēšana, cietināšana un indukcijas kausēšana
Visideālākais apkures veids ir tas, kurā siltums tiek ģenerēts tieši apsildāmajā korpusā. Šī sildīšanas metode ir ļoti labi veikta, izlaižot elektrisko strāvu caur ķermeni. Tomēr tieša - apsildāma korpusa iekļaušana elektriskā ķēdē ne vienmēr ir iespējama tehnisku un praktisku iemeslu dēļ.
Šajos gadījumos perfektu apkures veidu var realizēt, izmantojot indukcijas apkuri, kur siltums rodas arī pašā apsildāmajā korpusā, kas novērš nevajadzīgu, parasti lielu, enerģijas patēriņu krāsns sienās vai citos sildelementos. Tāpēc, neskatoties uz salīdzinoši zemo paaugstinātas un augstas frekvences strāvu ģenerēšanas efektivitāti, kopējā indukcijas sildīšanas efektivitāte bieži vien ir augstāka nekā ar citām apkures metodēm.

Indukcijas metode ļauj arī ātri uzsildīt nemetāliskus ķermeņus vienmērīgi visā to biezumā.Šādu ķermeņu slikta siltumvadītspēja izslēdz iespēju ātri uzsildīt to iekšējos slāņus parastajā veidā, tas ir, piegādājot siltumu no ārpuses. Indukcijas metodē siltums tiek ģenerēts vienādi gan ārējos slāņos, gan iekšējos, un var pat pastāvēt pēdējo pārkaršanas risks, ja netiks veikta nepieciešamo ārējo slāņu siltumizolācija.
Īpaši vērtīga indukcijas sildīšanas īpašība ir ļoti lielas enerģijas koncentrācijas iespēja apsildāmajā korpusā, kas ir viegli pielāgojama precīzai dozēšanai. Tikai elektriskā loka var iegūt tādu pašu enerģijas blīvuma secību, taču šo sildīšanas metodi ir grūti kontrolēt.
Indukcijas sildīšanas īpašības un labi zināmās priekšrocības ir radījušas plašas iespējas tās pielietošanai daudzās nozarēs. Turklāt tas ļauj izveidot jauna veida konstrukcijas, kas vispār nav iespējamas ar parastajām termiskās apstrādes metodēm.

Fizisks process
Indukcijas krāsnīs un ierīcēs siltumu elektriski vadošā apsildāmā ķermenī izdala strāvas, ko tajā inducē mainīgs elektromagnētiskais lauks. Tādā veidā šeit notiek tieša apkure.
Metālu indukcijas karsēšana balstās uz diviem fizikāliem likumiem: Faradeja-Maksvela elektromagnētiskās indukcijas likums un Džoula-Lenca likumu. Tiek novietoti metāla korpusi (sagataves, detaļas utt.). mainīgs magnētiskais lauks, kas tajos saceļ viesuli elektriskais lauks… Indukcijas EML nosaka magnētiskās plūsmas izmaiņu ātrums. Indukcijas EMF iedarbībā ķermeņos plūst virpuļstrāvas (slēgtas ķermeņu iekšpusē), izdalot siltumu. saskaņā ar Džoula-Lenca likumu… Šis EML ir izveidots metālā maiņstrāva, šo strāvu izdalītā siltumenerģija izraisa metāla uzsilšanu. Indukcijas apkure ir tieša un bezkontakta. Tas ļauj sasniegt temperatūru, kas ir pietiekama, lai izkausētu ugunsizturīgākos metālus un sakausējumus.
Intensīva indukcijas sildīšana iespējama tikai augstas intensitātes un frekvences elektromagnētiskajos laukos, kurus rada īpašas ierīces - induktori. Induktorus darbina 50 Hz tīkls (rūpnieciskās frekvences iekārtas) vai atsevišķi enerģijas avoti — vidējas un augstas frekvences ģeneratori un pārveidotāji.
Vienkāršākais zemfrekvences netiešās indukcijas sildīšanas ierīču induktors ir izolēts vads (pagarināts vai satīts), kas ievietots metāla caurulē vai uzlikts uz tās virsmas. Kad strāva plūst caur induktora vadu caurulē, tā uzsilst virpuļstrāvas… Siltums no caurules (var būt arī tīģelis, tvertne) tiek pārnests uz sakarsētu vidi (caur cauruli plūstošs ūdens, gaiss utt.).
Metālu indukcijas karsēšana un rūdīšana
Visplašāk izmantotā metālu tiešā indukcijas karsēšana vidējās un augstās frekvencēs. Šim nolūkam tiek izmantoti induktori ar īpašu dizainu. Induktors izstaro elektromagnētiskais vilnis, kas uzkrīt uz sakarsētā ķermeņa un tajā iet bojā. Absorbētā viļņa enerģija organismā pārvēršas siltumā. Sildīšanas koeficients ir jo augstāks, jo izstarotā elektromagnētiskā viļņa forma (plakana, cilindriska utt.) ir tuvāka ķermeņa formai. Tāpēc plakano korpusu apsildīšanai izmanto plakanās induktors, cilindriskās sagataves - cilindriskās (solenoīda) indukcijas.Vispārīgā gadījumā tiem var būt sarežģīta forma, jo ir nepieciešams koncentrēt elektromagnētisko enerģiju vēlamajā virzienā.
Indukcijas enerģijas ievades īpašība ir spēja regulēt plūsmas zonas telpisko izvietojumu virpuļstrāvas.
Pirmkārt, induktora pārklājuma zonā plūst virpuļstrāvas. Tiek uzkarsēta tikai tā ķermeņa daļa, kas atrodas magnētiskā kontaktā ar induktors, neatkarīgi no korpusa kopējā izmēra.
Otrkārt, virpuļstrāvas cirkulācijas zonas dziļums un līdz ar to arī enerģijas izdalīšanas zona, cita starpā, ir atkarīgs no induktora strāvas frekvences (pieaug zemās frekvencēs un samazinās, palielinoties frekvencei).
Enerģijas pārnešanas efektivitāte no induktora uz apsildāmo strāvu ir atkarīga no atstarpes lieluma starp tām un palielinās, kad tā samazinās.

Indukcijas karsēšanu izmanto tērauda izstrādājumu virsmas rūdīšanai, karsējot plastiskai deformācijai (kalšanai, štancēšanai, presēšanai u.c.), metāla kausēšanai, termiskai apstrādei (atlaidināšanai, rūdīšanai, normalizēšanai, rūdīšanai), metināšanai, slāņošanai, metāla lodēšanai.

Netiešo indukcijas karsēšanu izmanto procesu iekārtu (cauruļvadu, konteineru u.c.) sildīšanai, šķidro vielu sildīšanai, pārklājumu, materiālu (piemēram, koksnes) žāvēšanai. Vissvarīgākais indukcijas apkures iekārtu parametrs ir frekvence. Katram procesam (virsmas rūdīšana, karsējot) ir optimāls frekvenču diapazons, kas nodrošina labākos tehnoloģiskos un ekonomiskos rādītājus. Indukcijas sildīšanai tiek izmantotas frekvences no 50 Hz līdz 5 MHz.
Indukcijas sildīšanas priekšrocības
1) Elektriskās enerģijas pārnešana tieši apsildāmajā korpusā ļauj tieši uzsildīt vadošus materiālus. Šajā gadījumā sildīšanas ātrums tiek palielināts, salīdzinot ar iekārtām ar netiešu darbību, kur produkts tiek uzkarsēts tikai no virsmas.
2) Elektriskās enerģijas pārnešanai tieši apsildāmajā korpusā nav nepieciešamas kontaktierīces. Tas ir ērti automatizētas ražošanas ražošanas apstākļos, kad tiek izmantoti vakuuma un aizsarglīdzekļi.
3) Virsmas efekta fenomena dēļ apsildāmā produkta virsmas slānī tiek atbrīvota maksimālā jauda. Tāpēc indukcijas sildīšana dzesēšanas laikā nodrošina produkta virsmas slāņa ātru uzsildīšanu. Tas ļauj iegūt augstu detaļas virsmas cietību ar relatīvi viskozu vidi. Indukcijas virsmas cietināšana ir ātrāka un ekonomiskāka nekā citas virsmas cietināšanas metodes.
4) Indukcijas apkure vairumā gadījumu uzlabo produktivitāti un uzlabo darba apstākļus.
Indukcijas kausēšanas krāsns
Indukcijas krāsni vai ierīci var uzskatīt par transformatora veidu, kurā primārā spole (induktors) ir savienota ar maiņstrāvas avotu un pats apsildāmais korpuss kalpo kā sekundārā spole.
Indukcijas kausēšanas krāšņu darba procesu raksturo šķidrā metāla elektrodinamiskā un termiskā kustība vannā vai tīģelī, kas palīdz iegūt metālu ar vienādu sastāvu un tā vienmērīgu temperatūru visā tilpumā, kā arī zemu metāla atkritumu daudzumu (vairākas reizes mazāk nedaudz nekā loka krāsnīs).
Indukcijas kausēšanas krāsnis tiek izmantotas tērauda, čuguna, krāsaino metālu un sakausējumu lējumu, tai skaitā formēto, ražošanā.
Indukcijas kausēšanas krāsnis var iedalīt rūpnieciskās frekvences kanālu krāsnīs un rūpnieciskās, vidējas un augstas frekvences tīģeļu krāsnīs.
Indukcijas kanālu krāsns ir transformators, parasti ar strāvas frekvenci (50 Hz). Transformatora sekundārais tinums ir izkausēta metāla tinums. Metāls ir ietverts gredzenveida ugunsizturīgā kanālā.
Galvenā magnētiskā plūsma kanāla metālā inducē EML, EMF rada strāvu, strāva silda metālu, tāpēc indukcijas kanāla krāsns ir līdzīga transformatoram, kas darbojas īssavienojuma režīmā.
Kanālu krāšņu induktori ir izgatavoti no vara garencaurules, tiek dzesēta ar ūdeni, kurtuves kanālu daļu atdzesē ar ventilatoru vai ar centralizētu gaisa sistēmu.

Kanālu indukcijas krāsnis ir paredzētas nepārtrauktai darbībai ar retām pārejām no vienas metāla klases uz citu. Kanālu indukcijas krāsnis galvenokārt tiek izmantotas alumīnija un tā sakausējumu, kā arī vara un dažu tā sakausējumu kausēšanai. Citu sēriju krāsnis ir specializējušās kā maisītāji šķidrā dzelzs, krāsaino metālu un sakausējumu turēšanai un pārkarsēšanai pirms liešanas veidnēs.
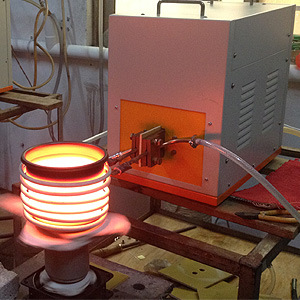
Indukcijas tīģeļa krāsns darbības pamatā ir elektromagnētiskās enerģijas absorbcija ar vadošu lādiņu. Šūna ir ievietota cilindriskas spoles - induktora iekšpusē. No elektriskā viedokļa indukcijas tīģeļa krāsns ir īsslēgts gaisa transformators, kura sekundārais tinums ir vadošs lādiņš.
Indukcijas tīģeļu krāsnis galvenokārt tiek izmantotas liešanas metālu kausēšanai partijas režīmā un neatkarīgi no darbības režīma noteiktu sakausējumu, piemēram, bronzas, kausēšanai, kas negatīvi ietekmē kanālu krāšņu oderējumu.