Elektriskās piedziņas CNC iekārtām
 Mūsdienu daudzfunkcionālās metāla griešanas mašīnas un industriālie roboti ir aprīkoti ar daudzmotoru elektriskajām piedziņām, kas pārvieto izpildinstitūcijas pa vairākām koordinātu asīm (1. att.).
Mūsdienu daudzfunkcionālās metāla griešanas mašīnas un industriālie roboti ir aprīkoti ar daudzmotoru elektriskajām piedziņām, kas pārvieto izpildinstitūcijas pa vairākām koordinātu asīm (1. att.).
CNC mašīnas darbības kontrole tiek veikta, izmantojot standarta sistēmas, kas ģenerē komandas saskaņā ar ciparu formātā definētu programmu. Augstas veiktspējas mikrokontrolleru un vienas mikroshēmas mikrodatoru izveide, kas veido programmējamo CPU kodolu, ļāva ar to palīdzību automātiski veikt daudzas ģeometriskas un tehnoloģiskas darbības, kā arī veikt tiešu elektriskās piedziņas sistēmas digitālo vadību un elektroautomātika.
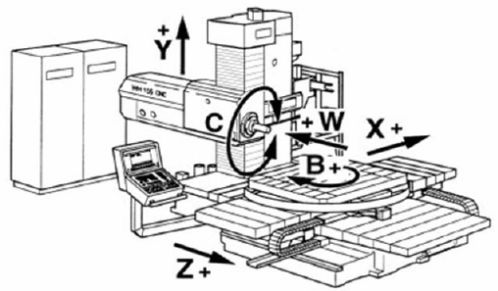
Rīsi. 1. CNC frēzmašīnas piedziņas sistēma
CNC iekārtu elektrisko piedziņu veidi un prasības tiem
Metāla griešanas process tiek veikts, savstarpēji kustinot apstrādājamo daļu un griezējinstrumenta asmeni.Elektriskās piedziņas ir daļa no metāla griešanas mašīnām, kas paredzētas metālapstrādes procesu veikšanai un regulēšanai, izmantojot CNC sistēmu.
Apstrādē ierasts nodalīt galvenās kustības, kas nodrošina kontrolētus griešanas procesus instrumenta un sagataves savstarpējās kustības laikā, kā arī palīgkustības, kas atvieglo iekārtas automātisku darbību (pienākšana un izņemšana uzraudzības instrumentiem, instrumentu maiņa un utt.).
Galvenās no tām ietver galveno griešanas kustību, kurai ir vislielākais ātrums un jauda, kas nodrošina] nepieciešamo griešanas spēku, kā arī padeves kustība, kas nepieciešama, lai darba ķermeni pārvietotu pa telpisko trajektoriju noteiktā ātrumā. Lai iegūtu izstrādājuma virsmu ar noteiktu formu, mašīnas darba ķermeņi liek sagatavei un instrumentam pārvietot vēlamo trajektoriju ar iestatīto ātrumu un spēku. Elektriskās piedziņas dod darba ķermeņiem rotācijas un translācijas kustības, kuru kombinācijas caur mašīnu kinemātisko struktūru nodrošina nepieciešamos savstarpējos pārvietojumus.
Metālapstrādes mašīnas mērķis un veids lielā mērā ir atkarīgs no izgatavotās detaļas (korpusa, vārpstas, diska) formas. Daudzfunkcionālas mašīnas spēju radīt apstrādes laikā nepieciešamās instrumenta un sagataves kustības nosaka koordinātu asu skaits un līdz ar to arī savstarpēji savienoto elektrisko piedziņu skaits un vadības sistēmas struktūra.
Pašlaik piedziņas galvenokārt tiek veiktas, pamatojoties uz uzticamu Maiņstrāvas motori ar frekvences kontroliko veic digitālie regulatori.Izmantojot tipiskus rūpnieciskos moduļus, tiek realizēti dažāda veida elektriskās piedziņas (2. att.).
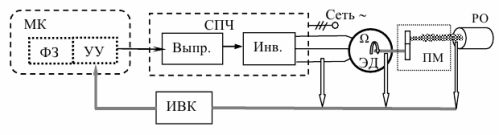
Rīsi. 2. Tipiska elektriskās piedziņas funkcionālā diagramma
Elektriskās piedziņas bloku minimālais sastāvs sastāv no šādiem funkcionāliem blokiem:
-
izpildu elektromotors (ED);
-
frekvences jaudas pārveidotājs (HRC), kas pārvērš rūpnieciskā tīkla elektrisko jaudu vajadzīgās amplitūdas un frekvences trīsfāzu motora barošanas spriegumā;
-
mikrokontrolleris (MC), kas veic vadības bloka (CU) un uzdevumu ģeneratora (FZ) funkcijas.
Strāvas frekvences pārveidotāja rūpnieciskajā blokā ir taisngriezis un jaudas pārveidotājs, kas ģenerē sinusoidālu spriegumu ar nepieciešamajiem parametriem, ko nosaka vadības ierīces signāli, izmantojot izejas PWM slēdža mikroprocesora vadību.
Elektriskās piedziņas darbības vadības algoritmu realizē mikrokontrolleris, ģenerējot komandas, kas iegūtas, salīdzinot uzdevumu ģeneratora signālus un datus, kas saņemti no informācijas skaitļošanas kompleksa (IVC), pamatojoties uz apstrādi un analīzi. signāli no komplekta no sensoriem.
Elektriskā dzinēja piedziņa lielākajā daļā lietojumu satur indukcijas elektromotoru ar vāveres rotora tinumu un pārnesumkārbu, kas nodrošina rotācijas mehānisko pārvadi uz mašīnas vārpstu. Pārnesumkārba bieži tiek veidota kā pārnesumkārba ar elektromehānisku attālinātu pārnesumu pārslēgšanu.Galvenās kustības elektriskā piedziņa nodrošina nepieciešamo griešanas spēku pie noteikta rotācijas ātruma, un tāpēc ātruma regulēšanas mērķis ir uzturēt nemainīgu jaudu.
Nepieciešamais rotācijas ātruma regulēšanas diapazons ir atkarīgs no apstrādājamo produktu diametriem, to materiāliem un daudziem citiem faktoriem. Mūsdienu automatizētajās CNC iekārtās galvenā piedziņa veic sarežģītas funkcijas, kas saistītas ar vītņu griešanu, dažāda diametra detaļu apstrādi un daudz ko citu. Tas noved pie nepieciešamības nodrošināt ļoti lielu ātruma kontroles diapazonu, kā arī izmantot reversīvo piedziņu. Daudzfunkciju iekārtās nepieciešamais griešanās ātruma diapazons var būt tūkstošiem vai vairāk.
Ļoti lieli ātruma diapazoni ir nepieciešami arī barotavās. Tātad kontūru frēzēšanā teorētiski vajadzētu būt bezgalīgam ātruma diapazonam, jo minimālajai vērtībai dažos punktos ir tendence uz nulli. Nereti darba ķermeņu straujo kustību apstrādes zonā veic arī padevējs, kas ievērojami palielina ātruma maiņas diapazonu un apgrūtina piedziņas vadības sistēmas.
Padevējos tiek izmantoti sinhronie motori un bezkontakta līdzstrāvas motori, kā arī dažos gadījumos asinhronie motori. Uz tiem attiecas šādas pamatprasības:
-
plašs ātruma regulēšanas diapazons;
-
liels maksimālais ātrums;
-
augsta pārslodzes jauda;
-
augsta veiktspēja paātrinājuma un palēninājuma laikā pozicionēšanas režīmā;
-
augsta pozicionēšanas precizitāte.
Jāgarantē piedziņas raksturlielumu stabilitāte slodzes svārstību, apkārtējās vides temperatūras, barošanas sprieguma un daudzu citu iemeslu dēļ. To veicina racionālas adaptīvās automātiskās vadības sistēmas izstrāde.

Mašīnas piedziņas mehāniskā daļa
Piedziņas mehāniskā daļa var būt sarežģīta kinemātiska struktūra, kas satur daudzas daļas, kas rotē dažādos ātrumos. Parasti izšķir šādus elementus:
-
elektromotora rotors, kas rada griezes momentu (rotācijas vai bremzēšanas);
-
mehāniskā transmisija, t, s. sistēma, kas nosaka kustības raksturu (rotācijas, translācijas) un maina kustības ātrumu (reduktors);
-
darba ķermenis, kas pārvērš kustības enerģiju lietderīgā darbā.
Metāla griešanas mašīnas galvenās kustības asinhronā piedziņas izsekošana
CNC metālapstrādes darbgaldu galvenās kustības modernās regulējamās elektriskās piedziņas pamatā galvenokārt ir asinhronie motori ar būra rotora tinumu, ko veicinājuši daudzi faktori, starp kuriem jāatzīmē elementārās informācijas bāzes pilnveidošana un spēka elektronika.
Maiņstrāvas motoru režīmu regulēšana tiek veikta, mainot barošanas sprieguma frekvenci, izmantojot jaudas pārveidotāju, kas līdz ar frekvences regulēšanu maina citus parametrus.
Sekošanas elektriskās piedziņas īpašības lielā mērā ir atkarīgas no iebūvētās ACS efektivitātes.Augstas veiktspējas mikrokontrolleru izmantošana ir devusi plašas iespējas elektriskās piedziņas vadības sistēmu organizēšanai.
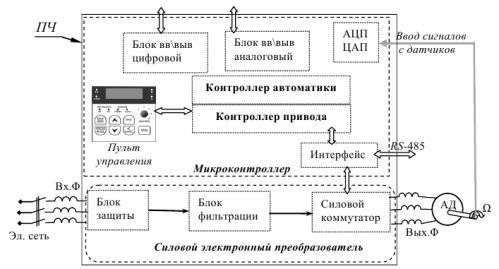
Rīsi. 3. Tipiska indukcijas motora vadības struktūra, izmantojot frekvences pārveidotāju
Piedziņas kontrolleris ģenerē ciparu secības strāvas slēdzim, kas regulē elektromotora darbību. Automatizācijas kontrolieris nodrošina nepieciešamos parametrus palaišanas un apturēšanas režīmos, kā arī automātisku iekārtu regulēšanu un aizsardzību.
Skaitļošanas sistēmas aparatūras daļa satur arī: - analogo-digitālo un ciparu-analogo pārveidotājus signālu ievadīšanai no sensoriem un to darbības kontrolei;
-
analogo un digitālo signālu ievades un izejas moduļi, kas aprīkoti ar interfeisa aprīkojumu un kabeļu savienotājiem;
-
interfeisa bloki, kas veic iekšējo starpmoduļu datu pārraidi un saziņu ar ārējām iekārtām.
Liels skaits frekvences pārveidotāja iestatījumu, ko ieviesa izstrādātājs, ņemot vērā konkrētā elektromotora detalizētos datus, nodrošina noteiktas vadības procedūras, starp kurām var atzīmēt:
-
daudzlīmeņu ātruma regulēšana,
-
augšējā un apakšējā frekvences robeža,
-
griezes momenta ierobežojums,
-
bremzēšana, pievadot līdzstrāvu vienai no motora fāzēm,
-
pārslodzes aizsardzība, bet pārslodzes un pārkaršanas gadījumā nodrošinot enerģijas taupīšanas režīmu.
Piedziņa, kuras pamatā ir bezkontakta līdzstrāvas motori
Darbgaldu piedziņām ir augstas prasības attiecībā uz ātruma regulēšanas diapazonu, vadības raksturlielumu linearitāti un ātrumu, jo tās nosaka instrumenta un detaļas relatīvās pozicionēšanas precizitāti, kā arī to kustības ātrumu.
Jaudas piedziņas tika īstenotas galvenokārt uz līdzstrāvas motoru bāzes, kam bija nepieciešamie vadības raksturlielumi, bet tajā pašā laikā mehāniskā suku kolektora klātbūtne bija saistīta ar zemu uzticamību, apkopes sarežģītību un augstu elektromagnētisko traucējumu līmeni.
Jaudas elektronikas un digitālo skaitļošanas tehnoloģiju attīstība veicināja to aizstāšanu elektriskajās piedziņās ar bezkontakta līdzstrāvas motoriem, kas ļāva uzlabot darbgaldu enerģijas raksturlielumus un palielināt uzticamību. Tomēr bezkontakta motori ir salīdzinoši dārgi vadības sistēmas sarežģītības dēļ.
Bet bezsuku motora darbības princips ir līdzstrāvas elektriskā mašīna ar magnetoelektrisko induktors uz rotora un armatūras tinumiem uz statora. Statora tinumu skaits un rotora magnētu polu skaits tiek izvēlēts atkarībā no nepieciešamajiem motora parametriem. To palielināšana palīdz uzlabot gaitu un vadāmību, bet rada sarežģītāku dzinēja dizainu.
Braucot ar metāla griešanas mašīnām, galvenokārt tiek izmantota konstrukcija ar trīs armatūras tinumiem, kas izgatavota vairāku savienotu sekciju veidā, un pastāvīgo magnētu ierosmes sistēma ar vairākiem polu pāriem (4. att.).
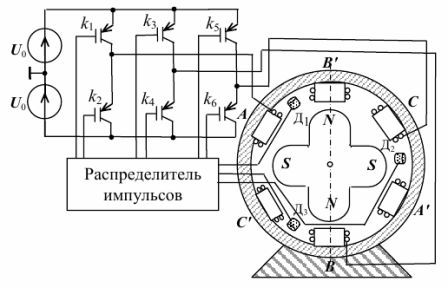
Rīsi. 4. Bezkontakta līdzstrāvas motora funkcionālā shēma
Griezes moments veidojas statora tinumu strāvu un rotora pastāvīgo magnētu radīto magnētisko plūsmu mijiedarbības dēļ. Konstants elektromagnētiskā momenta virziens tiek nodrošināts ar piemērotu komutāciju, kas tiek pievadīta statora tinumiem ar līdzstrāvu. Statora tinumu savienošanas secība ar avotu U tiek veikta, izmantojot jaudas pusvadītāju slēdžus, kurus pārslēdz impulsu sadalītāja signālu ietekmē, piegādājot spriegumu no rotora stāvokļa sensoriem.
Bezkontakta līdzstrāvas motoru elektriskās piedziņas darbības režīmu regulēšanas uzdevumā tiek izdalīti šādi savstarpēji saistīti jautājumi:
-
algoritmu, metožu un līdzekļu izstrāde elektromehāniskā pārveidotāja vadīšanai, ietekmējot mērījumiem pieejamos fiziskos lielumus;
-
automātiskās piedziņas vadības sistēmas izveidošana, izmantojot automātiskās vadības teoriju un metodes.
Elektrohidrauliskā piedziņa, kuras pamatā ir pakāpju motors
Mūsdienu darbgaldos daļēji izplatītas ir kopīgās elektrohidrauliskās piedziņas (EGD), kurās diskrētos elektriskos signālus, kas nāk no elektroniskās CNC sistēmas, sinhronie elektromotori pārvērš vārpstas rotācijā. Griezes moments, kas izveidots CNC sistēmas piedziņas kontrollera (CP) signālu iedarbībā no elektromotora (EM), ir ieejas vērtība hidrauliskajam pastiprinātājam, kas caur mehānisko transmisiju (MP) savienots ar izpildinstitūciju (IO) darbgalda (5. att.).

Rīsi. 5. Elektrohidrauliskās piedziņas funkcionālā shēma
Elektromotora rotora kontrolētā rotācija ar ieejas transformācijas (VP) un hidrauliskā vārsta (GR) palīdzību izraisa hidrauliskā motora vārpstas (GM) griešanos. Lai stabilizētu hidrauliskā pastiprinātāja parametrus, parasti tiek izmantota iekšējā atgriezeniskā saite.
Mehānismu ar start-stop kustības raksturu vai nepārtrauktu kustību elektriskajās piedziņās pielietojumu ir atraduši soļu motori (SM), kas tiek klasificēti kā sinhrono elektromotoru veids. Impulsu ierosinātie pakāpju motori ir vislabāk piemēroti tiešai digitālai vadībai, ko izmanto CNC vadībā.
Intermitējoša (pakāpju) rotora kustība noteiktā griešanās leņķī katram impulsam ļauj iegūt pietiekami augstu pozicionēšanas precizitāti ar ļoti lielu ātruma variācijas diapazonu no gandrīz nulles.
Ja izmantojat pakāpju motoru elektriskajā piedziņā, to vada ierīce, kas satur loģisko kontrolleri un slēdzi (6. att.).

Rīsi. 6. Stepper motora vadības ierīce
Saskaņā ar nchannel izvēles vadības komandu CNC piedziņas kontrolleris ģenerē ciparu signālus, lai vadītu jaudas tranzistora slēdzi, kas vajadzīgajā secībā savieno līdzstrāvas spriegumu ar statora tinumiem. Lai vienā solī iegūtu nelielas leņķiskās nobīdes vērtības α = π / p, uz rotora novieto pastāvīgo magnētu ar lielu skaitu polu pāru p.