Vadu savienošana un atzarošana, pagriežot
 Vadu savienošanas metode, pagriežot, ir vienkārša, taču tai ir nepieciešama savienojuma turpmāka lodēšana. Sagriežot, vadiem ir maz kontaktpunktu, un, kad strāva iet caur savienojumu, kontakts pārkarst, kas var izraisīt ugunsgrēku. Tāpēc vadu savienošana, pagriežot bez lodēšanas, nav atļauta. Lodēšana nodrošina elektriskā kontakta uzticamību un nepieciešamo mehānisko izturību.
Vadu savienošanas metode, pagriežot, ir vienkārša, taču tai ir nepieciešama savienojuma turpmāka lodēšana. Sagriežot, vadiem ir maz kontaktpunktu, un, kad strāva iet caur savienojumu, kontakts pārkarst, kas var izraisīt ugunsgrēku. Tāpēc vadu savienošana, pagriežot bez lodēšanas, nav atļauta. Lodēšana nodrošina elektriskā kontakta uzticamību un nepieciešamo mehānisko izturību.
ES saņemu augstas kvalitātes lodēšana nepieciešams pareizi izvēlēties lodēt, noņemt oksīda plēvi uz savienotajām kontaktvirsmām. Savienojot varu, oksīda plēve tiek noņemta pirms lodēšanas, bet savienojot alumīnija vadus - lodēšanas procesā.
Lodēšanas punkta sildīšanas temperatūrai jābūt par 30–50 ° C augstākai par lodēšanas un plūsmas kušanas temperatūru. Zemā temperatūra nodrošina tā saukto "auksto lodēšanu", kurai ir zema mehāniskā izturība un kas rada neuzticamu elektrisko kontaktu.
Lodēšanas laikā lodāmurs nedrīkst būt pārkarsēts.Šajā gadījumā kolofonija sāk degt un tā vietā, lai notīrītu virsmu, to piesārņo. Lai izvairītos no izolācijas bojājumiem, 2-3 mm gara serdes daļa pirms griešanas netiek alvota.
Alumīnija stiepļu lodēšanas un metināšanas iezīme ir tāda, ka lodēšanas procesā oksīda plēve no savienoto vadu virsmas tiek noņemta mehāniski zem izkausēta lodmetāla slāņa vai ķīmiski — izmantojot speciālas plūsmas, kas noteiktā vietā iznīcina oksīda plēvi. temperatūra. Lodēšanas beigās plūsmas paliekas tiek rūpīgi noņemtas, jo tās var izraisīt kontakta pārrāvumu.
Alumīnija stiepļu lodēšanas savienojumi mitrā gaisā nav ieteicami iespējamās korozijas dēļ. Lodēšanas vietas ir aizsargātas no mitruma ar aizsargapvalkiem.
Viendzīslu un daudzdzīslu vara vadu PR, PRVD, PRD savienošana un atzarošana tiek izmantota ruļļu un izolatoru atklātā elektroinstalācijā. Šo metodi izmanto arī elektroinstalācijā ar plakaniem vadītājiem PPV utt., Ja sadales kārbām nav ieliktņa ar kontaktskavām.
Vadu metodes ir parādītas 1. attēlā.
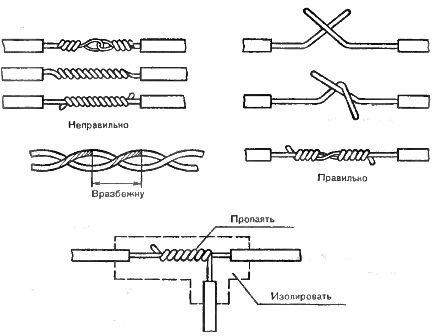
Rīsi. 1. Vadu savienošanas un atzarošanas metodes, pagriežot
Lai savienotu divus vadu gabalus, ir nepieciešams cieši savīt strāvu nesošo vadu vadus un šķērsot vadus. Kreisā vada galu veic 6 - 8 apgriezienus ap labo, un labā vada galu arī 6 - 8 apgriezienus ap kreiso, bet otrā virzienā.
Savītiem savienojumiem jābūt vismaz 10-15 savienojošo vadu diametriem. Savienojumi tiek gofrēti ar knaiblēm, kas pielodētas ar POS-3O vai POS-40 lodmetālu.Lodētais vijums ir izolēts visā savienojuma garumā ar obligātu vadu neattīrītās izolācijas uztveršanu. Divu savītu vadu savienojums viens ar otru tiek veikts nejauši.
Alumīnija lodēšanu veic ar lodāmuru ar lodmetālu A. Ja izmanto citus lodmetālus, tad izmanto pūtēju. Lodmetāls A ir izturīgs pret koroziju, ērts lodēšanai un alvošanai. Alumīnija oksīda plēve tiek mehāniski iznīcināta, beržot stiepli ar lodmetālu, tāpēc lodēšanas laikā nav nepieciešama plūsma.
Lodējot vienvada alumīnija vadus ar šķērsgriezumu 2,5 — 10 mm2, savienojumu un atzarojumu veic dubultā vērpjot ar rievu. Izolācija tiek noņemta no serdeņiem, noslīpēta līdz metāliskam spīdumam, pārklāta ar dubultu pagriezienu, lai izveidotu rievu vietā, kur serdeņi saskaras.
Savienojumu uzkarsē ar pūtēju vai lodāmuru līdz vietai, kur dzinums sāk kust. Ar lodāmuru A stipri berzējiet rievu vienā pusē. Berzes rezultātā plēve nolobās un rievu piepilda ar lodmetālu. Līdzīgi rieva otrā pusē ir piepildīta ar lodmetālu. Pēc atdzesēšanas vērpšanas savienojums tiek izolēts.