Sadales iekārtu un gaisvadu līniju kontaktsavienojumu defektu noteikšana
Kā zināms, atkarībā no konstrukcijas, mērķa, materiālu savienošanas metodes, pielietojuma jomas un citiem faktoriem ir kontaktsavienojumi ar skrūvēm, metināti, lodēti un presēti (presēti un savīti). Attālinātie starplikas vadi var attiekties arī uz kontaktu savienojumiem.
Metināto kontaktsavienojumu defekti
Strādājot metināšanas rezultātā izveidotajās kontaktsavienojumos, defektu cēloņi var būt: novirzes no norādītajiem parametriem, iegriezumi, burbuļi, alas, caurlaidības trūkums, nokarāšana, plaisas, izdedžu un gāzu ieslēgumi (dobumi), nenoblīvēti krāteri, aizdegšanās. dzīslu vadi, pieslēgto vadu diverģence, nepareiza spaiļu izvēle, savienojumu aizsargpārklājumu trūkums utt.
Termiskās metināšanas tehnoloģija nenodrošina uzticamu metināto savienotāju darbību vadiem ar lielu šķērsgriezumu (240 mm2 un vairāk).Tas ir saistīts ar faktu, ka savienojamo vadu metināšanas laikā nepietiekamas sildīšanas un to galu nevienmērīgas saplūšanas dēļ ārējie slāņi tiek sadedzināti, metināšanas vietā parādās caurlaidības trūkums, sarūk tukšumi un izdedži. Rezultātā samazinās metinātā savienojuma mehāniskā izturība, kas pie mehāniskām slodzēm, kas ir mazākas par aprēķināto, noved pie stieples pārrāvuma (degšanas) enkura cilpā.


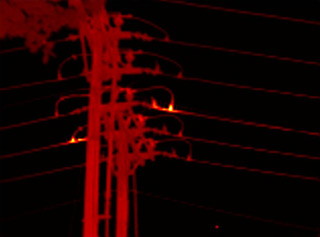
Metināšanas defekti enkura atbalsta cilpās ir izraisījuši īslaicīgu gaisvadu līniju avārijas atslēgšanu. Ja atsevišķi vadi plīst metinātajā savienojumā, tas palielina kontakta pretestību un tā temperatūru. Defektu attīstības ātrums šajā gadījumā būs būtiski atkarīgs no vairākiem faktoriem: slodzes strāvas vērtības, stieples sprieguma, vēja un vibrācijas ietekmes utt. Pamatojoties uz veiktajiem eksperimentiem, tika konstatēts, ka:
-
Vadītāja aktīvā šķērsgriezuma samazinājums par 20 — 25% atsevišķu vadītāju pārrāvuma dēļ var netikt konstatēts, veicot IR kontroli no helikoptera, kas saistīts ar vadītāja zemo izstarojuma spēju, siltumizolatora attālumu no trase 50-80 m, vēja, saules starojuma un citu faktoru ietekme;
-
noraidot bojātos kontaktsavienojumus, kas izgatavoti metinot, izmantojot termovizoru vai pirometru, jāņem vērā, ka defektu attīstības ātrums šajos savienojumos ir daudz lielāks nekā skrūvju kontaktsavienojumos ar presēšanu;
-
kontaktsavienojumu defekti, kas izveidoti, metinot aptuveni 5 ° C temperatūrā un ko atklāj termiskā attēlveidošanas kamera gaisvadu līnijas helikoptera pārbaudes laikā, ir jāklasificē kā bīstami;
-
tērauda uzmavas, kas nav noņemtas no vadu metinātās daļas, var radīt nepatiesu priekšstatu par iespējama apkure, pateicoties apsildāmās virsmas augstajai emisijas spējai.

Presēto kontaktu savienojumu defekti
Kontaktsavienojumos, kas izveidoti ar presēšanu, ir nepareiza izciļņu vai uzmavu izvēle, nepilnīga serdes ievietošana izciļņā, nepietiekama presēšana, tērauda serdes nobīde stieples savienotājā utt. Kā zināms, viens no veidiem, kā lai pārvaldītu presēto savienotāju, tika izmērīta to līdzstrāvas pretestība.
 Minimālā kontakta savienojuma kritērijs ir visa vadītāja līdzvērtīgas sekcijas pretestība. Formēts savienotājs tiek uzskatīts par izdevīgu, ja tā pretestība ir ne vairāk kā 1,2 reizes lielāka par visa stieples garumu.
Minimālā kontakta savienojuma kritērijs ir visa vadītāja līdzvērtīgas sekcijas pretestība. Formēts savienotājs tiek uzskatīts par izdevīgu, ja tā pretestība ir ne vairāk kā 1,2 reizes lielāka par visa stieples garumu.
Nospiežot sajūgu, tā pretestība strauji pazeminās, bet, palielinoties spiedienam, tas stabilizējas un mainās nenozīmīgi. Savienotāja pretestība ir ļoti jutīga pret gofrēto vadu saskares virsmas stāvokli. Alumīnija oksīda parādīšanās uz saskares virsmām izraisa krasu savienotāja kontakta pretestības palielināšanos un siltuma veidošanās palielināšanos.
Nenozīmīgās kontaktsavienojuma kontakta pretestības izmaiņas presēšanas procesā, kā arī ar to saistītā zemā siltuma izdalīšanās tajā liecina par nepietiekamu efektivitāti to defektu konstatēšanā uzreiz pēc montāžas ar infrasarkano ierīču palīdzību.
Presēto kontaktsavienojumu darbības laikā defektu klātbūtne tajos veicinās intensīvāku oksīda plēvju veidošanos, palielinoties pārejošai pretestībai un vietējai pārkaršanai. Līdz ar to var pieņemt, ka jaunu gofrēto kontaktu savienojumu infrasarkanā kontrole neļauj konstatēt presēšanas defektus un tā jāveic savienotājiem, kas ir bijuši ekspluatācijā noteiktu laiku (1 gadu vai ilgāk).
Formēto savienotāju galvenās īpašības ir gofrēšanas pakāpe un mehāniskā izturība. Palielinoties savienotāja mehāniskajai izturībai, tā saskares pretestība samazinās. Savienotāja maksimālā mehāniskā izturība atbilst kontakta minimālajai elektriskajai pretestībai.
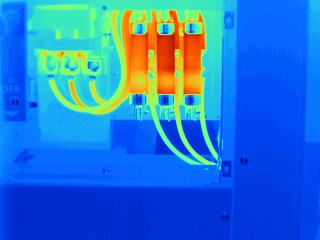
Skrūvju kontaktu savienojumu defekti
Kontaktu savienotājiem, kas izgatavoti ar skrūvēm, visbiežāk ir defekti, jo trūkst paplāksnes, savienojot vara vadu ar plakanu spaili, kas izgatavota no vara vai alumīnija sakausējuma, bez Belleville atsperu trūkuma, jo alumīnija uzgalis ir tieši savienots ar vara spailēm. iekštelpu aprīkojumam ar agresīvu vai mitru vidi, nepietiekama skrūvju pievilkšanas griezes momenta rezultātā utt.
Alumīnija kopņu pieskrūvētajiem kontaktsavienojumiem lielām strāvām (3000 A un vairāk) nav pietiekamas stabilitātes darbībā.Ja kontaktsavienojumiem strāvām līdz 1500 A nepieciešama skrūvju pievilkšana ik pēc 1-2 gadiem, tad līdzīgiem savienojumiem strāvām 3000 A un vairāk nepieciešams ikgadējs remonts, ar nepieciešamo kontaktvirsmu tīrīšanu. Šādas operācijas nepieciešamība ir saistīta ar to, ka cauruļvados lielajām strāvām (elektrostaciju autobusos u.c.), kas izgatavoti no alumīnija, oksīda plēvju veidošanās process uz saskares savienojumu virsmas ir intensīvāks.
Oksīda plēvju veidošanās procesu uz skrūvju kontaktsavienojumu virsmas veicina dažādi tērauda skrūvju un alumīnija sliedes lineārās izplešanās temperatūras koeficienti. Kad caur kopni iet īssavienojuma strāva vai maiņstrāva, rodas vibrācijas, īpaši, ja kopne ir gara, un alumīnija kopnes kontaktvirsmas deformācija (sablīvēšanās). Šajā gadījumā spēks, kas velk kopā abas kopnes saskares virsmas, vājinās un starp tām esošais smērvielas slānis iztvaiko. Oksīda plēvju veidošanās rezultātā kontaktu saskares laukums, t.i. kontaktu laukumu (punktu) skaits un lielums, caur kuriem iet strāva, samazinās, un tajā pašā laikā palielinās strāvas blīvums. Tas var sasniegt tūkstošiem ampēru uz kvadrātcentimetru, kā rezultātā ievērojami palielinās šo punktu apkure.
Pēdējā punkta temperatūra sasniedz saskares materiālu kušanas temperatūru, un starp saskares virsmām veidojas šķidra metāla piliens. Pilienu temperatūra, paaugstinoties, sasniedz vārīšanās temperatūru, telpa ap kontaktpunktu tiek jonizēta, un reaktora iekārtā var veidoties daudzfāzu īssavienojums.Magnētisko spēku ietekmē loks var kustēties riepas RU ar visām no tā izrietošajām sekām.
Ekspluatācijas pieredze rāda, ka līdztekus lielas strāvas kopnēm vienas skrūves kontaktu savienojumiem ir nepietiekama uzticamība. Pēdējos saskaņā ar GOST 21242-75 ir atļauts izmantot ar nominālo strāvu līdz 1000 A, taču tie ir bojāti jau pie strāvām 400-630 A. Lai uzlabotu vienas skrūves kontaktu savienojumu uzticamību, ir nepieciešami vairāki tehniskie pasākumi, lai stabilizētu elektrisko to pretestību.
Skrūvju kontaktu savienojuma defektu rašanās process, kā likums, aizņem ilgu laiku un ir atkarīgs no vairākiem faktoriem: slodzes strāvas, darbības režīma (stabila vai mainīga slodze), ķīmisko vielu iedarbības, vēja slodzes, skrūvju pievilkšanas. spēki, kontaktspiediena stabilizācijas pieejamība utt.
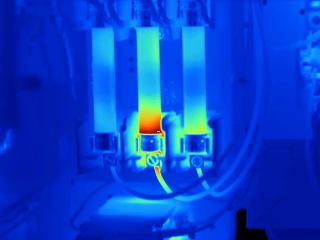
Kontaktsavienojuma kontakta pretestība pakāpeniski palielinās līdz noteiktam brīdim, pēc tam notiek krasa kontakta virsmas pasliktināšanās ar intensīvu siltuma izdalīšanos, kas raksturo kontaktsavienojuma avārijas stāvokli.
Līdzīgus rezultātus ieguva Inframetrix (ASV) speciālisti, veicot bultskrūvju kontaktsavienojumu termiskās pārbaudes. Sildīšanas temperatūras paaugstināšanās testu laikā notiek pakāpeniski visu gadu, un tad sākas straujš siltuma izdalīšanās periods.
Saskares savienojumu defekti, kas radušies griežot
Sagriežot izveidoto kontaktu savienojumu bojājumi rodas galvenokārt uzstādīšanas defektu dēļ.Nepilnīga vadu savīšana ovālajos savienotājos (mazāk par 4,5 apgriezieniem) izvilks vadu no savienotāja un pārtrauks to. Neapstrādāti vadi rada lielu kontakta pretestību, kā rezultātā savienotājā esošais vads pārkarst un iespējama izdegšana. Ir gadījumi, kad AJS-70/39 tipa zibensaizsardzības vads tiek atkārtoti izvilkts no ovālas markas SOAS-95-3 savienotāja no 220 kV gaisvadu līnijām, kas savītas ar mazāku apgriezienu skaitu.

 Attāluma kronšteini
Attāluma kronšteini
Dažu starpliku versiju neapmierinoša konstrukcija, vibrācijas spēku iedarbība un citi faktori var izraisīt vadu noberšanos vai lūzumu. Šajā gadījumā caur starpliku plūdīs strāva, kuras vērtību noteiks defekta raksturs un attīstības pakāpe.
Pamatojoties uz materiāliem "Sadales ierīču elektrisko iekārtu infrasarkanā diagnostika" Autors Bazhanovs S. A.