Programmējamo kontrolleru programmu sagatavošanas un kompilēšanas procedūra
Iekārtu vadības funkcijas nosaka procesa tehnoloģija un organizācija. Tāpēc kopumā tie ir diezgan specifiski un individuāli katrai vienībai vai vietnei. Tomēr, kad tiek izvirzīta un atrisināta automatizācijas sistēmu efektīvas, mobilas un elastīgas programmatūras izstrādes problēma, sarežģītas vadības funkcijas parasti tiek attēlotas kā vienkāršu elementāru darbību kopums, piemēram, "ieslēgt", "atspējot", "ieviešanas aizkave" utt. .
No šīm pozīcijām lielāko daļu kontroles funkciju var nosacīti samazināt līdz divām, kas ir diezgan izplatītas jebkuram uzdevumam - loģiskam un regulējošam. Pirmais ir pazīstams kā vispārējais laika darbības algoritms, bet otrais ir zināms kā laika parametrs. Vispārīgākais šādu tipisku tehnoloģisko iekārtu vadības funkciju attēlojums ir parādīts attēlā. 1, a un b.
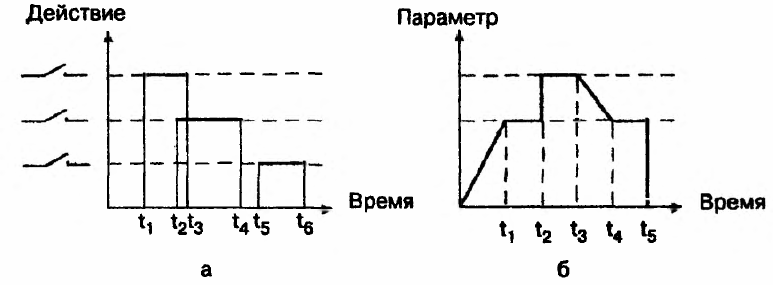
Rīsi. 1. Procesa iekārtu tipiskās vadības funkcijas
Balstoties uz realizēto vadības funkciju kvantitatīvo raksturlielumu analīzi katrā konkrētajā tehnoloģisko iekārtu piemērā, var formulēt tehniskās prasības. uz programmējamu loģisko kontrolleri (PLC) kā kontroles līdzeklis attiecībā uz precizitāti, ātrumu, paralēli risināmo uzdevumu skaitu, atmiņas apjomu, perifērijas iekārtu sastāvu, dialoga rīkiem utt.
Standarts IEC 61131-3 apraksta 5 programmēšanas valodas, kas iegūtas, izpētot pasaules līderu veiksmīgāko patentēto izstrādi PLC tirgū:
-
releja kontaktu ķēžu (RKS) vai kāpņu diagrammu LD (kāpņu diagramma) valoda,
-
funkciju blokshēmas (FBD) valoda, FBD (funkciju blokshēma),
-
IL (instrukciju saraksta) valoda — tipisks montētājs ar akumulatoru un etiķešu pārejām,
-
ST (strukturētā teksta) valoda ir augsta līmeņa teksta valoda,
-
SFC (Sequential Function Chart) diagrammas. SFC ir parādā savu izcelsmi Petri tīkliem.
PLC valodas ir ļoti oriģinālas un ievērojami atšķiras no labi zināmajām datoru programmēšanas valodām.
Standarts neuzliek PLC izstrādātājiem pienākumu ieviest visas programmēšanas valodas. Parasti mazie PLC ražotāji ievieš vairākas vai vienu valodu. Daudzos veidos noteiktas programmēšanas valodas izmantošanas prioritāte ir atkarīga no vēsturiski iedibinātajām nozares vai lietojuma jomas tradīcijām.
Programmēšanas valodu standartizācija un PLC modelis izraisīja specializētu uzņēmumu rašanos, kas nodarbojas ar PLC programmēšanas sistēmu projektēšanu, kas nodrošina pāreju no programmēšanas valodas uz mašīnvalodu dažādos līmeņos:
-
ievadot programmu;
-
renderējot;
-
mainot vai pārvietojot atsevišķu komandu vai programmas apgabalu;
-
kad tiek atklātas sintakses kļūdas un signalizācija operatoram.
Lai veiktu šos uzdevumus, programmēšanas sistēma var veiksmīgi darboties lokālā režīmā, tas ir, neatkarīgi no kontrollera. Tas programmētājam dod iespēju rakstīt programmu no jebkuras ērtas vietas, nevis ražošanas cehā, tas ir, radošajam procesam labvēlīgākā vidē. Modelēšanas iespēja ievērojami atvieglo programmas atkļūdošanas procesu un uzlabo darba organizāciju.

Galvenie programmējamo kontrolleru sagatavošanas un programmēšanas posmi ir šādi:
1. Noteikt, kas vadāmajai sistēmai (vadības objektam) būtu jādara, vadības mērķus un citas vadības sistēmas veiktās papildu funkcijas, izpildmehānismu veikto darbību secību attiecībā pret laiku un sensoru un vadības ierīču stāvokli.
2. Sastādiet programmas algoritmu grafiskā formā.
3. Nosakiet, kuri moduļi ir nepieciešami, lai savienotu sensorus, vadības ierīces, izpildmehānismus, trauksmes signālus un citu aprīkojumu, kas nepieciešams vietnes pārvaldībai.
Izvēloties moduļus, analizējiet ieejas / izejas signālu parametrus (sprieguma un strāvas līmeņus) un moduļu funkcionalitāti. Pievērsiet uzmanību izmantošanas iespējai viedie moduļi, kas var veikt ievades signālu priekšapstrādi un dažas lokālās vadības funkcijas, kas ievērojami samazinās programmēšanas sarežģītību.
4.Izveidojiet diagrammu vai tabulu, lai savienotu visas vadības objekta ievades un izvades ierīces un vadības procesā izmantotās iekārtas ar kontroliera moduļiem.
5. Uzrakstiet programmu kādā no PLC programmēšanas valodām, kas veic noteiktu darbību secību, to savstarpējo savienojumu un attīsta iespējamās avārijas situācijas.
6. Pārbaudiet programmā sintakses kļūdas un izlabojiet tās, un pēc tam izpildes laika kļūdas un arī veiciet atbilstošus labojumus.
7. Uzrakstiet kontrolierim programmu un visus nepieciešamos darbības parametrus.
8. Pēc tam, kad vadības sistēma ir pilnībā samontēta, pārbaudiet programmu faktiskajā vadības procesā un, ja nepieciešams, veiciet precīzākus iestatījumus.
9. Saglabājiet divas pēdējās programmas kopijas un glabājiet tās atsevišķās vietās.