Vadības sistēmu klasifikācija pēc darbības algoritma
 Kontrolējamā mainīgā vērtība un tā izmaiņu raksturs, kā mēs jau redzējām, ir atkarīgs no vairākiem faktoriem: iestatījuma ietekmes, laika, traucējošās ietekmes utt. šie faktori.
Kontrolējamā mainīgā vērtība un tā izmaiņu raksturs, kā mēs jau redzējām, ir atkarīgs no vairākiem faktoriem: iestatījuma ietekmes, laika, traucējošās ietekmes utt. šie faktori.
Jebkuru automātisko sistēmu nosaka tās funkcionēšanas algoritma raksturs (reproducēšanas likums), vadības algoritma raksturs un pašpielāgošanās spējas esamība (neesamība). Šīs rakstzīmes ir automātisko sistēmu klasifikācijas pamatā.
Pēc funkcionējošā algoritma rakstura automātiskās sistēmas iedala stabilizējošās, izsekošanas un programmatūrā.
V stabilizējošās sistēmas regulējama vērtība y jebkuriem traucējumiem F (f), kas iedarbojas uz sistēmu, regulators tiek uzturēts nemainīgs un vienāds ar doto vērtību yo pielaides y = yo + Δy robežās,
kur Δy — regulējamās vērtības novirze atkarībā no traucējumu lieluma F (t), kas iedarbojas uz sistēmu.
Noregulēšanas darbības x (t) šādās sistēmās ir nemainīgas, iepriekš noteiktas vērtības: x (t) = const.
Automātiskās stabilizācijas sistēmas var tikt realizētas pēc astatiskās un statiskās regulēšanas principa. Sīkāku informāciju skatiet šeit: Astatiskā un statiskā regulēšana.
JĀ izsekošanas sistēmas Automātiskās vadības sistēmas ietver sistēmas, kurās saskaņā ar patvaļīgu likumu mainīgas ievades vērtības reproducēšana tiek veikta sistēmas izejā ar pieļaujamu kļūdu.
Izsekošanas sistēmas reproducēšanas likumu var uzrakstīt šādā formā: y = x vai y = kx,
kur x ir patvaļīgs ievades lielums, kas ir atkarīgs no laika vai citiem parametriem un parasti nav zināms iepriekš, k ir mēroga koeficients.
Servo sistēmās tiek izmantota terminoloģija, kas atšķiras no vadības sistēmās lietotās terminoloģijas: "regulācijas" vietā viņi saka "izsekošana", "procesa beigas" - "izstrādāšana", "ievades vērtība" - "vadošā vērtība". , «izejas vērtība» — «pakārtotā vērtība».
attēlā. 1a ir parādīta servo sistēmas blokshēma.
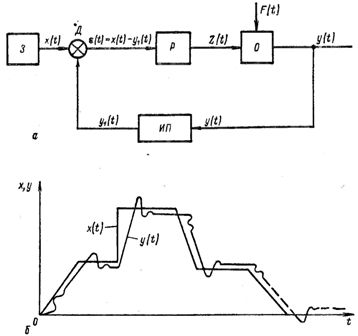
Rīsi. 1. Blokshēma (a) un diagramma (b) ar servosistēmas ieejas un izejas leņķiskās nobīdes izmaiņām: 3 — piedziņas elements, D — novirzes sensors, P — kontrolieris, O — objekts, MT — mērījums. un konversijas elements.
Izsekošanas sistēmas galvenais elements ir neatbilstības sensors D, kas nosaka neatbilstību (kļūdu) starp pakārtotajām un galvenajām vērtībām. Pakalpojuma vērtību y mēra ar MF mērīšanas-pārveidojošo elementu un nogādā līdz galvenās vērtības x līmenim.
Neatbilstības sensors D iestata neatbilstības vērtību starp galveno vērtību x, kas nāk no galvenā elementa 3, un pakārtoto vērtību y un nosūta signālu uz kontrolieri P, kas ģenerē regulējošo darbību Z (t) uz objektu. Regulators cenšas samazināt iegūto neatbilstību līdz nullei. Seko pakārtotās vērtības novirze no galvenā iestatījuma punkta.
attēlā. 1, b parāda aptuvenu izsekošanas sistēmas galveno x un pakārtoto y vērtību izmaiņu diagrammu.
Automātiskās sistēmas, kas vadāmo mainīgo y veido saskaņā ar noteiktu, iepriekš noteiktu likumu, sauc par programmatūras vadības sistēmām.
Programmatūras sistēmas reproducēšanas likumu var izteikt ar vienādojumu
y = x (T),
kur x (T) ir noteikta (iepriekš zināma) laika funkcija, kas sistēmai ir jāatveido.
Šādās sistēmās ir nepieciešama īpaša ierīce — detektors, lai mainītu iestatījuma vērtību x (t) atbilstoši noteiktam nepieciešamajam likumam.

Pēc vadības algoritma būtības automātiskās sistēmas iedala automātiskajās sistēmās ar atvērtu darbības cilpu (atvērta vadības cilpa) un automātiskajās sistēmās ar slēgtu darbības cilpu (slēgta vadības cilpa).
Automātiski adaptīvās sistēmas iedala pašpielāgojošās jeb pašregulējošās sistēmās un pašregulējošās sistēmās. Jāatzīmē, ka pašadaptīvās sistēmas pārstāv jaunu sistēmu veidu un ne visi šāda veida sistēmu jēdzieni ir pilnībā izveidoti, tāpēc dažādās mācību grāmatās tām ir dažādi nosaukumi,
Visām ražotnēm ir jādarbojas optimāli enerģijas patēriņa, produktivitātes un ražošanas darbības kvalitātes ziņā.

Automatizējot šādas ražotnes, ir nepieciešamas speciālas iekārtas, kas varētu nodrošināt automātisku ražotnes regulēšanu, lai tā strādātu optimālā režīmā. Šādas īpašas ierīces sauc par automātiskajām regulēšanas sistēmām vai pašregulējošām vadības sistēmām.
Šīs sistēmas automātiski pielāgo ražošanas vienību mainīgajiem darbības apstākļiem, t.i. pārvaldāmā objekta mainīgajām īpašībām (traucējumu izmaiņām), un likt tam darboties optimālā režīmā; tāpēc automātiskās regulēšanas sistēmas bieži sauc par optimālām vai ekstrēmām vadības sistēmām.
Šādu sistēmu izmantošana ļauj palielināt ražotnes produktivitāti, uzlabot produktu kvalitāti, samazināt darbaspēka izmaksas uz vienu produkcijas vienību utt. Nākotnē daudzām automatizētajām instalācijām būs automātiskās iestatīšanas sistēmas.