Transformatoru žāvēšana
 Ekspluatācijas apstākļos ir kļuvušas plaši izplatītas visekonomiskākās un ērtākās transformatoru žāvēšanas metodes - indukcija un nulles secība. Žāvēšanu var veikt jebkurā apkārtējās vides temperatūrā, bet ar eļļas iztukšošanu no tvertnes.
Ekspluatācijas apstākļos ir kļuvušas plaši izplatītas visekonomiskākās un ērtākās transformatoru žāvēšanas metodes - indukcija un nulles secība. Žāvēšanu var veikt jebkurā apkārtējās vides temperatūrā, bet ar eļļas iztukšošanu no tvertnes.
Indukcijas žāvēšanai (1. att.) spole (2) tiek uztīta ar izolētu vadu uz transformatora tvertnes (1). Lai panāktu vienmērīgāku temperatūras sadalījumu tvertnes iekšpusē, magnetizējošā spole tiek uztīta 40-60% no tvertnes augstuma (no apakšas), un pagriezieni atrodas blīvāk apakšā nekā augšpusē.
Tinumu aprēķins tiek veikts šādi.
Apgriezienu skaits ω = UA / l, kur U ir barošanas spriegums, V, l - tvertnes perimetrs, m, A - koeficients atkarībā no īpašajiem zudumiem, m / V.
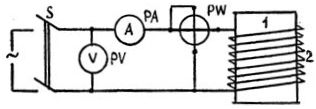
Rīsi. 1. Transformatora žāvēšanas shēma ar tvertnes zudumiem
Koeficienta A vērtība dažādiem īpatnējiem jaudas zudumiem
ΔP А ΔP A 0,75 2,33 1,4 1,74 0,8 2,26 1,6 1,65 0,9 2,12 1,8 1,59 1,0 2,02 2,0 1 ,54 1,2 1,4 .1 .42 .1 .42 34
Konkrēto zaudējumu koeficientu nosaka pēc formulas
ΔP = kT(F/Jo) (θ-θo),
kur кT ir siltuma pārneses koeficients (izolētai tvertnei кt = 5, neizolētai k = 12 kW / m2x ° С), F - transformatora tvertnes laukums, m2, Fо - tvertnes laukums aizņem tinums, m2, θ — tvertnes sildīšanas temperatūra (parasti 105 ° C), θо — apkārtējās vides temperatūra, ° С.
Izmantojot ΔP, tiek noteikta strāva spolē
I = ΔPFO/ (Ucosφ)
Transformatoriem ar rievotu tvertni cosφ = 0,3 un transformatoriem ar gludām un cauruļveida tvertnēm cosφ = 0,5 — 0,7.
Zinot strāvu, no tabulām tiek izvēlēts stieples šķērsgriezums. Transformatora temperatūru var regulēt, mainot pievadīto spriegumu, mainot tinumu apgriezienu skaitu vai ar pārtraukumiem izslēdzot.
Žāvējot ar nulles secības strāvām, magnetizējošā spole ir viens no transformatora tinumiem, kas savienoti saskaņā ar nulles secības shēmu.
Ekspluatācijā visbiežāk izmantotajiem transformatoriem ir divpadsmitā tinumu savienojumu grupa. Šajā gadījumā ir ērti izmantot zemsprieguma spoli, kurai ir atvasināts nulles punkts (2. att.).
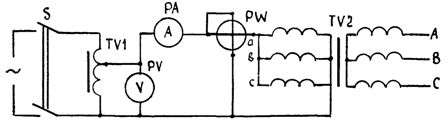
Rīsi. 2… Transformatora žāvēšanas ķēde ar nulles secības strāvām
Kad transformatoru žāvē ar nulles secības strāvām, karsēšanu izraisa jaudas izkliede magnetizācijas spolē, magnētiskās ķēdes tēraudā, tā konstrukcijas daļās un rezervuārā.
Žāvēšanas parametrus var noteikt šādi. Magnētizācijas spoles patērētā jauda
Po = ΔPF,
kur ΔР — īpatnējais enerģijas patēriņš, kW / m2, F — tvertnes laukums, m2.
Transformatoram bez termiskās aizsardzības, kura žāvēšana tiek veikta 100–110 ° C temperatūrā, var ņemt ΔР = 0,65–0,9 kW / m2.
Pielietotais spriegums, kad magnetizējošā spole ir pievienota zvaigznei
Uo = √ (POZo / 3cosφ),
kur Zo ir tinuma fāzes nulles secības pretestība (var noteikt empīriski), cosφ = 0,2 — 0,7.
Transformatora žāvēšanas fāzes strāvu, kas nepieciešama skaitītāju izvēlei un barošanas vadu šķērsgriezumam, nosaka izteiksme
Io = Aznom√ (10/Snom),
kur Snom — transformatora nominālā jauda.

Transformatora žāvēšanai ar nulles secības strāvām ir raksturīgs ievērojami mazāks enerģijas patēriņš un žāvēšanas laiks (līdz 40%), salīdzinot ar indukcijas metodi. Šīs metodes trūkums ir nepieciešamība pēc barošanas avota ar nestandarta spriegumu. Visbiežāk šim nolūkam tiek izmantots metināšanas transformators.